Teollisuuden tiedonsiirto

Luotettavat kokonaisratkaisut tehtaille, koneille ja laitoksille
Mitä on teollisuuden tiedonsiirto?
Termillä teollisuuden tiedonsiirto tarkoitetaan viestintää laitteiden välillä, joita käytetään teollisessa automaatioteknologiassa. Tämä sisältää datan ja informaation siirron ja vaihdon koneiden ja laitosten ohjaamiseksi, pääasiassa prosessi- ja tuotantoautomaation piirissä. Teollisuuden tiedonsiirto on siis onnistuneen automaation perusta.
Laitteet verkotetaan standardoitujen teollisten verkkojen avulla, jotka voivat olla joko langallisia tai langattomia. Lisääntyvä digitalisaatio osoittaa, että tehokkaista viestintäjärjestelmistä on yhä enemmän tulossa keskeinen hermosto sovellusalueille, kuten Industry 4.0 tai teollinen esineiden internet (IIoT).
LAPP edustaa huippuosaamista
Teollisuuden tiedonsiirto LAPPilla tarkoittaa kaikkea yhdestä lähteestä yli 40 maassa. Tämä sisältää kaiken teollisista, kestävistä ja korkealaatuisista kaapeleista, johdoista, kaapelisarjoista, liittimistä ja aktiivisista komponenteista, joilla verkotat tehtaasi, koneesi tai laitoksesi – aina asiantuntemukseemme matkalla kohti älytehdasta. Opastamme ja neuvomme sinua digitaalisessa muutoksessasi alusta alkaen. Kenttätasolta yritystasolle työskentelemme kanssasi luodaksemme täydellisen verkottumisratkaisun, joka takaa luotettavan suurten datamäärien siirron.
 Näytä video
Näytä video
Ulkoinen sisältö YouTube
Lataa video klikkaamalla sitä. YouTube asettaa evästeet, jotka myös välittävät IP-osoitteesi YouTubelle. Jos olet kirjautuneena YouTube-tilillesi, annat YouTubelle mahdollisuuden määrittää surffauskäyttäytymisesi suoraan henkilökohtaiseen profiiliisi. Voit estää tämän kirjautumalla ulos YouTube-tililtäsi. Lisätietoja on tietosuojaselosteessamme.
LAPP edustaa korkeimpia laatustandardeja
Varmistamme tuotteidemme korkeimman laadun. Jo yhden komponentin lyhytaikainenkin vika voi aiheuttaa valtavia kustannuksia, jos se pysäyttää tuotannon. Voit olla varma, että liitäntäratkaisumme soveltuvat erinomaisesti vaativiin olosuhteisiin ja tarjoavat maksimaalista luotettavuutta myös altistuessaan kemiallisten, mekaanisten ja lämpökuormien vaikutuksille.
LAPP edustaa innovaatioita
Tuoteinnovaatioidemme avulla voit toteuttaa projektisi menestyksekkäästi ja saavuttaa kilpailuetua. Näin on esimerkiksi datakaapeleiden valvontalaitteemme, ETHERLINE® GUARDin, kohdalla. Se mahdollistaa optimaalisen huoltosuunnittelun, mikä parantaa järjestelmäsi käytettävyyttä. Lopputulos: pienemmät huoltokustannukset ja yksi askel kohti Industry 4.0:aa.
Ainutlaatuisen asiantuntemuksemme ja syvällisen sovellustietämyksemme ansiosta voimme tarjota sinulle räätälöityjä ratkaisuja tarpeisiisi. Teollisista Ethernet-kaapeleista, joissa on Fast Connect -liitäntä, Fieldbus-järjestelmiin, jotka noudattavat kaikkia yleisiä protokollastandardeja, aina asiakkaan vaatimusten mukaan koottuihin valokuitukaapeleihin – löydämme oikean ratkaisun jokaiseen käyttökohteeseen.
Data communication made by LAPP – yhteytesi tulevaisuuteen.






Mitä on automaatio?
DIN 19233 määrittelee automaation seuraavasti: “Laitteen varustaminen siten, että se toimii kokonaan tai osittain tarkoitetulla tavalla ilman ihmisen osallistumista.”
Mutta mitä tämä tarkoittaa tarkemmin? Katsotaanpa tuotantolaitosta. Automaattisessa tuotannossa kaikki toiminnot, jotka aiemmin suoritti ihminen, hoituvat itsenäisesti koneiden avulla. Tämä sisältää käsittelyn, ohjauksen, työkalujen ja työkappaleiden käsittelyn sekä mekaanisen tai elektronisen laadunvalvonnan.
Automaation voi periaatteessa jakaa kolmeen eri muotoon: yksittäisten työvaiheiden automaatio (menetelmäautomaatio), tietyn tuotantoprosessin automaatio (prosessiautomaatio) tai koko valmistusprosessin automaatio (järjestelmäautomaatio).
Autonomisten tuotantoprosessien toteuttaminen edellyttää teknisiä järjestelmiä. Tekninen laitteisto koostuu sensori-/toimilaite-, säätö-, ohjaus-, informaatio-, viestintä-, prosessinohjaus- ja/tai robottiteknologiasta.
Automaation edut
Näissä olosuhteissa automaatio tarjoaa lukuisia etuja. Näitä ovat:
- Ihmisten vapauttaminen henkisesti vaativasta, yksitoikkoisesta, raskaasta, vaarallisesta tai haitallisesta työstä
- Tuottavuuden lisääminen
- Tuotteiden laadun parantaminen
- Lyhyemmät tuotantoajat
- Ympäristökuormituksen vähentäminen resurssitehokkaamman laitosten käytön avulla
- Joustavampi tuotanto
- Parempi tarkkuus ja virheiden välttäminen
Automaatiopyramidi
Automaatiopyramidi edustaa automatisoidun tuotannon yleistä viestintärakennetta ja luokittelee teollisen tuotannon eri IT-tasot.
Jokaisella tasolla on oma tehtävänsä automatisoidussa tuotannossa, ja se koostuu erilaisista järjestelmistä, kuten kenttätasolla olevista sensoreista. Tasojen määrä vaihtelee automaatioprosessin mukaan. Yksittäisiä tasoja voidaan jättää pois tai yhdistää.
Kunkin tason yksittäiset järjestelmät ja tasot vaihtavat tietoa keskenään. Tiedonvaihtoa saman tason sisällä kutsutaan horisontaaliseksi viestinnäksi, kun taas eri tasojen välistä tiedonvaihtoa kutsutaan vertikaaliseksi viestinnäksi.

Kenttätason anturit tai toimilaitteet kommunikoivat yksinomaan ylemmän ohjaustason kanssa. Ohjaustasolla olevat ohjelmoitavat logiikkaohjaimet (PLC:t) puolestaan vaihtavat tietoja yritystason toiminnanohjausjärjestelmän (ERP) kanssa.
Automaatiopyramidissa mitä korkeammalla tasolla ollaan, sitä suurempi on latenssi eli viive tiedonsiirrossa lähettäjän ja vastaanottajan välillä. Samalla siirrettävän datan määrä kasvaa jatkuvasti.
Teollisuus 4.0 ja teollinen esineiden internet (IIoT) vaikuttavat perinteiseen automaatiopyramidiin ja edellyttävät enemmän yhteenliitettävyyttä ja joustavuutta. Pyramidia olisi mukautettava ja merkittävästi madallettava tätä varten.
Automaatiojärjestelmän käyttöönotto
Ennen kuin ryhdymme automaatiojärjestelmän käyttöönottoon, tarkastellaan ensin syöte–lähtö-mallia, joka on jokaisen automaatiotehtävän perusta.
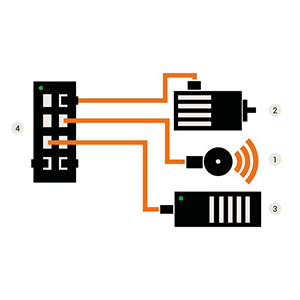
Fyysinen suure rekisteröidään anturilla ja välitetään ohjaustietokoneelle (toiminto) syöttösignaalina. Se käsittelee signaalin ja lähettää lähtösignaalin toimilaitteelle, joka toimii käyttöelementtinä. Yksittäiset komponentit on yhdistetty viestintäjärjestelmällä.
Automaatiojärjestelmä koostuu siis antureista (1), toimilaitteista (2), ohjaustietokoneesta (4) ja viestintäjärjestelmästä (3).
Yleiskatsaus automaatiojärjestelmän komponentteihin
Anturit
Anturi on mittausanturi, joka havaitsee analogisia fysikaalisia suureita (mekaanisia, kemiallisia, lämpöön liittyviä, magneettisia tai optisia arvoja) ja muuntaa ne analogisiksi tai digitaalisiksi sähköisiksi signaaleiksi.
”Yksinkertaiset” anturit tuottavat vain analogisia signaaleja, jotka täytyy ensin muuntaa digitaalisiksi erillisellä muuntimella (esim. I/O-järjestelmä), ennen kuin ne voivat kommunikoida ohjaustietokoneen kanssa.
Älyanturit, joita kutsutaan myös ”älykkäiksi antureiksi”, hoitavat signaalin valmistelun ja käsittelyn kokonaisuudessaan ja lähettävät digitaalisia signaaleja. Tämä mahdollistaa suoran kommunikoinnin ohjaustietokoneen kanssa.
Anturit voidaan erotella signaalin tyypin (analoginen anturi, digitaalinen anturi), mittausperiaatteen (optinen anturi, kapasitiivinen anturi jne.), käyttötarkoituksen (anturit automaatiotekniikassa, anturit ilmailussa jne.) ja mitatun arvon (voima-anturi, lämpötila-anturi jne.) mukaan.
Toimilaitteet
Toimilaitteen toimintaperiaate on päinvastainen kuin antureilla: toimilaite muuntaa ohjaustietokoneen sähköiset signaalit fysikaalisiksi suureiksi.
Toimilaite muuntaa sähköisiä pulsseja paineeksi, ääneksi, lämpötilaksi, liikkeeksi tai muiksi fysikaalisiksi suureiksi.
Muuntausprosessin mukaan toimilaitteet jaetaan sähkömekaanisiin, sähkömagneettisiin, pneumaattisiin, hydraulisiin ja muihin toimilaitteisiin.
Ohjaustietokone
Ohjaustietokone tai ohjelmoitava logiikkaohjain (PLC) ohjaa prosessia tai osaprosesseja automaatiojärjestelmässä. Ohjaukseen tarvittavat anturit ja toimilaitteet voidaan liittää suoraan PLC:hen prosessissa tai väyläjärjestelmän kautta. Suuremmissa laitoksissa, joissa on useita osaprosesseja, käytetään erillistä PLC:tä jokaiselle osaprosessille, ja nämä verkotetaan keskenään.
Resurssien koordinointia varten, eli sen selvittämiseksi, mikä kone käsittelee parhaillaan mitä tilausta ja milloin se on taas käytettävissä, PLC tekee yhteistyötä yritystason ja tuotannonohjaustason kanssa.
PLC toimii syklisesti: se lukee kaikkien tulojen arvot syklin alussa, suorittaa tallennetut ohjelmat ja asettaa lähdöt lopuksi. Sykli alkaa sitten uudelleen – ohjelmalla ei ole loppua.
Viestintäverkko
Toimiva automaatiojärjestelmä edellyttää viestintäverkkoa, joka yhdistää anturit, toimilaitteet ja PLC:n keskenään.
Teollinen viestintäverkko koostuu useista komponenteista. Komponenttien valinta riippuu käyttötarkoituksesta ja muista tekijöistä:
Halutaanko siirtotekniikaksi Fieldbus vai Ethernet? Mikä verkkotopologia sopii parhaiten sovellukseen? Lisäksi on otettava huomioon työntekijöiden suojaustoiminnot antureita käytettäessä henkilövahinkojen välttämiseksi. Myös koneen eri käyttötilat, kuten normaali käyttö, puhdistus ja huolto, vaikuttavat komponenttien valintaan.
LAPPilta saat täydelliset kaapelointi- ja liitäntäjärjestelmät integroidun verkottamisen toteuttamiseen anturi-/toimilaitetasolta ja ohjaustasolta aina varastonhallintajärjestelmään asti.
- LAN-kaapelit ja teollisuus-Ethernet-kaapelit Ethernet-teknologiaan – tuotteet ETHERLINE®-tuotemerkiltä
- Valokuitukaapelit optiseen tiedonsiirtoon – tuotteet HITRONIC®-tuotemerkiltä
- Datakaapelit ja Fieldbus-komponentit tiedonsiirtoon – tuotteet UNITRONIC®-tuotemerkiltä
- Teollisuusliittimet – tuotteet EPIC®-tuotemerkiltä
- Hallitut ja hallitsemattomat kytkimet – tuotteet ETHERLINE®-tuotemerkiltä
- Laajennettu hallittujen ja hallitsemattomien kytkimien valikoima yksinomaan Ruotsin ja Tanskan asiakkaille
Ohjaus ja säätö automaatiotekniikassa
Automaatioteknologiassa ohjauksen ja säädön käsitteet ovat keskeisessä asemassa.
Ohjauksessa tai ohjaustekniikassa tavoitteena on vaikuttaa teknisten järjestelmien lähtöarvoihin ennalta määritettyjen tuloarvojen mukaisesti. Tässä ei ole palautetta, eli toiminta ei ole suljettu piiri.
Esimerkki ohjausjärjestelmästä on rakennuksen lämmityksen ohjausjärjestelmä. Ulkolämpötila-anturi kytkee huoneen lämmityksen päälle ulkolämpötilan mukaan. Ulkoisia tekijöitä, kuten avoin ikkuna huoneessa, ei oteta huomioon.
Säädössä tai säätötekniikassa tavoitteena on pitää fysikaaliset suureet (säätösuureet) teknisissä järjestelmissä vakiona ulkoisten häiriöiden (häiriösuureiden) vaikutuksesta huolimatta tai seurata ennalta määritettyjen ohjaussuureiden ajallista kulkua mahdollisimman tarkasti. Säätöpiiri on suljettu, eli siinä on palautetta.
Esimerkki säädöstä automaatiotekniikassa on ajoneuvon automaattinen ilmastointijärjestelmä. Se pitää ajoneuvon sisälämpötilan tasaisesti vaaditulla tasolla ulkoisista tekijöistä (esim. auringonpaiste) huolimatta.